Products




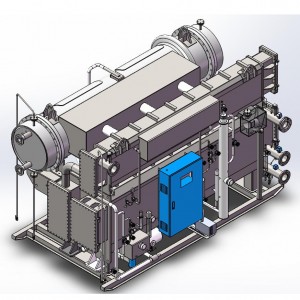
Steam Absorption Heat Pump
LiBr absorption heat pumps are easy to operate and maintain.
The automatic air purging system ensures that the steam absorption heat pump is always running, making it the perfect choice for waste heat recovery that prefers a hassle-free experience. Plus, the heat pump's durable construction ensures that it can withstand the rigors of long-term use, making it an excellent investment for businesses looking for a cost-effective solution.
The excellent performance of a heat pump stems from its unique working principle. Waste heat is recovered in the evaporator, a process that involves the evaporation of refrigerant water from the surface of the heat exchanger tubes. The refrigerant vapor generated in the evaporator is absorbed by the concentrated solution in the absorber, and the absorbed heat heats the hot water to a higher temperature to achieve the desired heating effect. The heat pump is equipped with state-of-the-art technology, ensuring that it always operates at optimum efficiency.
The design of the heat exchanger is to ensure that the diluted lithium bromide solution is heated to a higher temperature, and then sent to the generator, where it is heated by the heat source to generate refrigerant vapor, which directly reheats the hot water in the condenser to a higher temperature.
In conclusion, lithium bromide absorption heat pumps are powerful alternatives to traditional heating and cooling systems in terms of environmental impact, performance and cost-effectiveness. This device will differentiate your business as one committed to sustainable energy use.
In order to make full use of the residual heat of the hot water, the evaporator and the absorber are designed as top and bottom parts, so that the concentration of the diluted solution at the outlet of the absorber is reduced and the concentration difference between the inlet and outlet of the generator is increased, ultimately improving the performance of this steam absorption heat pump.
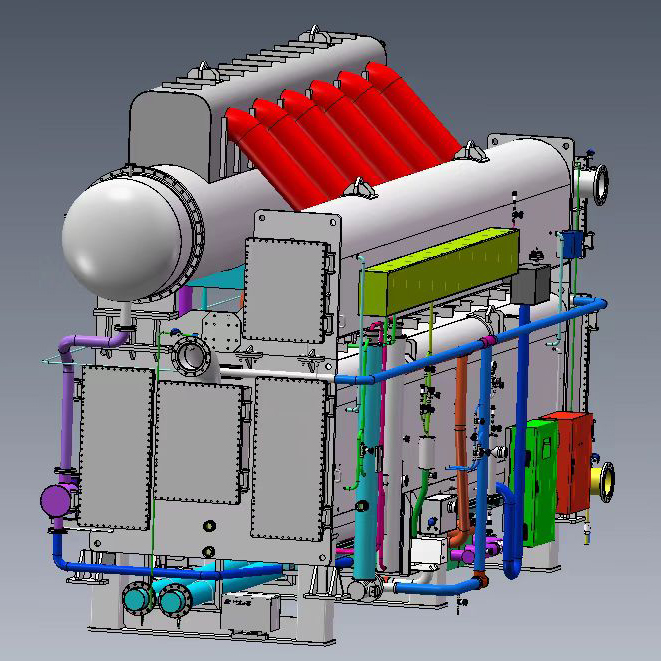
Process Flow Diagram

1.Generator
Generator function: The generator is the power source of the heat pump. The driven heat source enters the generator and heats the diluted LiBr solution. Water in the diluted solution evaporates as refrigerant vapour and enters the condenser. Meanwhile, the dilute solution is concentrated into a concentrated solution.
The generator is a shell-and-tube structure consisting of the heat transfer tube, tube plate, support plate, shell, steam box, water chamber and baffle plate. As the highest pressure vessel within the heat pump system, the generator has an internal vacuum of approximately zero (a micro negative pressure).
2. Condenser
Function of the condenser: Refrigerant vapour from the generator enters the condenser and heats the hot water to a higher temperature. The heating effect is then achieved. After the refrigerant steam has heated the hot water, it condenses in the form of refrigerant steam and enters the evaporator.
The condenser, which is a shell-and-tube structure, consists of the heat transfer tube, tube plate, support plate, shell, water tank and water chamber. Normally, the condenser and the generator are directly connected by pipes, so that they are basically at the same pressure.
3. Evaporator
Function of the evaporator: The evaporator is a waste heat recovery unit. Refrigerant water from the condenser evaporates from the surface of the heat transfer tube, removing heat from the CHW inside the tube and cooling it. Refrigerant vapour evaporating from the surface of the heat transfer tube enters the absorber.
The evaporator is built as shell-and-tube structure and consists of the heat transfer tube, tube plate, support plate, shell, baffle plate, spray tray and water chamber. The working pressure of the evaporator is approximately 1/10 of the generator pressure.
4. Absorber
Absorber function: The absorber is a heat generating unit. Refrigerant vapour from the evaporator enters the absorber where it is absorbed by the concentrated solution. The concentrated solution is transformed into a diluted solution which is pumped to the next cycle. As the refrigerant vapour is absorbed by the concentrated solution, large amounts of absorbed heat are produced, heating the hot water to a higher temperature. This is how the heating effect is achieved.
The absorber is built as shell-and-tube structure and consists of the heat transfer tube, tube plate, support plate, shell, purging system, spraying plate and water chamber. The absorber is the lowest pressure vessel in the heat pump system and is under the greatest influence of non-condensable air.
5. Heat exchanger
Heat exchanger function: The heat exchanger is a waste heat recovery unit used to recover the heat in the LiBr solution. The heat in the concentrated solution is transferred to the diluted solution by the heat exchanger to improve the thermal efficiency.
With a plate structure, the heat exchanger has a high thermal efficiency and a remarkable energy saving effect.
6. Automatic air purge system
System function: The air purge system is ready to pump out the non-condensable air in the heat pump and maintain a high vacuum condition. During operation, the diluted solution flows at a high speed to create a local low pressure zone around the discharge nozzle. The non-condensable air is thus pumped out of the heat pump. The system operates in parallel with the heat pump. While the heat pump is operating, the automatic system helps to maintain a high internal vacuum,ensure system performance and maximize service life.
The air purge system consists of an ejector, cooler, oil trap, air cylinder and valves.
7. Solution pump
The solution pump is used to convey the LiBr solution and to ensure the normal flow of liquid working fluids within the heat pump.
The solution pump is a fully enclosed canned centrifugal pump with zero liquid leakage, low noise, high explosion proof performance, minimal maintenance and long life.
8. Refrigerant Pump
The refrigerant pump is used to convey the refrigerant water and to ensure normal spraying of the refrigerant water on the evaporator heat exchange tubes.
The refrigerant pump is a fully enclosed canned pump with no liquid leakage, low noise, high explosion proof performance, minimal maintenance and long service life.
9. Vacuum Pump
The vacuum pump is used for vacuum purging during start-up and air purging during operation.
The vacuum pump has a rotary vane impeller. The key to its performance is vacuum oil management. Preventing oil emulsification has an obvious positive effect on air purging performance and helps to extend service life.
10. Electrical cabinet
As the control centre of the LiBr heat pump, the electrical cabinet houses the main controls and electrical components.



- Waste Heat Recovery. Energy Conservation & Emission Reduction
It can be applied to recover LT waste hot water or LP steam in thermal power generation, oil drilling, petrochemical field, steel engineering, chemical processing field, etc. It can utilize river water, groundwater or other natural water source to convert LT hot water into HT hot water for the purpose of district heating or process heating.
- Dual effect (used for cooling/heating)
Driven by natural gas or steam, the dual effect absorption heat pump can recover waste heat with very high efficiency (COP can reach 2.4). It is equipped with both heating and cooling function, especially applicable to simultaneous heating/cooling demand.
- Two-phase absorption & higher temperature
Class II Two-phase absorption heat pump can raise the temperature of waste water to 80°C without any other heat source.
- Intelligent Control&Easy Operation
Fully automatic control, it can realize one-button on/off, load control, solution concentration limit control and remote monitoring.
- Fully automatic control functions
The control system (AI, V5.0) is characterized by powerful and complete functions, such as one-button start/stop, timer on/off, advanced safety protection system, multiple automatic adjustment, system interlock, expert system, human-machine dialogue (multi-language), building automation interfaces, etc.
- Complete unit abnormality self-diagnosis and protection function
The control system (AI, V5.0) has 34 abnormality self-diagnosis & protection functions. Depending on the level of abnormality, the system automatically takes action. This is designed to prevent accidents, minimize human labour and ensure continuous, safe and stable operation of the chiller.
- Unique load adjustment function
The control system (AI, V5.0) has a unique load adjustment function, which allows the absorption heat pump unit output to be automatically adjusted according to the actual load. This function not only helps to reduce startup/shutdown time and dilution time, but also contributes to reduced idle time and energy consumption.
- Unique Solution Circulation Control Technology
The control system (AI, V5.0) uses an innovative ternary control technology to adjust the solution circulation volume. Traditionally, only the generator liquid level parameters are used to control the solution re-circulation volume. This new technology combines the advantages of concentration&temperature of the concentrated solution and liquid level in the generator. Meanwhile, an advanced frequency variable control technology is applied to the solution pump to enable the unit to achieve an optimum circulated solution volume. This technology improves operating efficiency and reduces start-up time and energy consumption.
- Solution Concentration Control Technology
The control system (AI, V5.0) uses a unique concentration control technology to enable real-time monitoring/control of the concentration and volume of concentrated solution and hot water volume. This system can keep heat pump under safe and stable high concentration condition, improve operating efficiency and prevent crystallization.
- Intelligent automatic air purge function
The control system (AI, V5.0) can realize real-time monitoring of the vacuum condition and automatically purge the non-condensable air.
- Unique dilution stop control
This control system (AI, V5.0) can control the running time of solution pumps required for dilution operation according to the concentration of the concentrated solution, the ambient temperature and the remaining amount of water in the refrigerant. This allows an optimum concentration to be maintained for the chiller after shutdown. Crystallization is prevented and heat pump restart time is reduced.
- Operating parameter management system
Through the interface of this control system (AI, V5.0), the operator can perform any of the following operations for 12 critical parameters related to heat pump performance: real-time display, correction, setting. Records can be kept for historical operating events.
- Unit fault management system
When an occasional fault is displayed on the operator interface, this control system (AI, V5.0) can locate and detail the fault, propose a solution or troubleshooting guidance. Classification and statistical analysis of historical faults can be performed to facilitate operator maintenance.